

Pada dasarnya las adalah proses menggabungkan dua atau lebih lempengan metal yang diikat bersama dengan menggunakan panas dan tekanan. Proses pengelasan yang digunakan bergantung pada beberapa faktor tetapi bentuk dan ketebalan materi las biasanya yang menjadi penentu utama metode mana yang paling efektif untuk digunakan. Beberapa jenis pengelasan yang umum digunakan saat ini adalah Metal Inert Gas Welding (MIG), Arc Welding or Shielded Metal Arc Welding (SMAW), Tungsten Inert Gas (TIG) dan Flux-Cored Arc Welding (FCAW).
Berikut adalah masalah umum pada pengelasan dan cara memperbaikinya
Spatter
Dalam pengelasan MIG, spatter merupakan salah satu efek yang tidak diinginkan dan muncul selama proses las. Spatter terjadi ketika arus terlalu tinggi, polaritas yang tidak benar, atau karena gas pelindung tidak mencukupi. Untuk mengurangi masalah spatter, welder dapat mengurangi arus ketika mengelas dan mengikuti panjang busur las yang direkomendasikan. Selain itu, welder juga memeriksa apakah penggunaan polaritas sudah benar dan sesuai dengan consumable yang digunakan. Yang terakhir anda bisa memeriksa gas pelindung dan juga alirannya, serta membersihkan nozzle untuk mengurangi hambatan ketika gas keluar.

Porositas
Porositas terjadi karena penyerapan atau masuknya nitrogen, oksigen, atau hidrogen ke dalam kolam las cair yang mengakibatkan udara terperangkap dan menciptakan rongga ketika lasan mengeras. Berikut beberapa penyebab porositas, adanya kelembaban, karat, minyak atau cat, pelindung gas tidak mencukupi, atau pada saat mengelas ada celah kecil yang memiliki udara diantaranya.
Untuk menghindari porositas bisa dilakukan dengan cara memastikan materi yang akan dilas kering dan bersih. Welder bisa juga memeriksa torch untuk memastikan tidak ada kebocoran atau aliran gas yang tersumbat, membersihkan nozzle dan memastikan sudut pengelasan ke plat tidak terlalu besar atau kecil.
Undercut
Undercut terjadi ketika tegangan busur terlalu tinggi atau ketika busur terlalu panjang. Hal ini juga terjadi ketika penggunaan atau sudut elektroda yang salah, atau jika elektroda terlalu besar untuk ketebalan pelat. Selain itu, undercut juga terjadi jika pengelasan terlalu cepat. Dalam pengelasan welder disarankan untuk memperhatikan kecepatan las, juga ukuran elektroda yang digunakan tidak lebih besar dari yang dibutuhkan karena jika jumlah logam yang mencair terlalu besar akan terjadi undercut. Terakhir, jangan pegang elektroda didekat pelat vertikal saat membuat lasan pada area siku.
Distorsi
Distorsi dapat mempengaruhi tampilan dari lasan dan bisa menyebabkan sulitnya untuk dirakit dengan bagian lain ketika ingin membuat suatu pekerjaan. Penyebab terjadinya distorsi adalah ekspansi dan kontrasi dari lasan dan logam dasar ketika proses pemanasan dan pendinginan, ini berarti komponen yang dilas gagal mempertahankan bentuk aslinya dan mengalami perubahan bentuk atau merenggang di salah satu sisi.
Penyusutan selama proses pemanasan dan pendinginan tidak dapat dicegah tetapi dapat dikendalikan berikut adalah langkah-langkah yang dapat diambil untuk mencegah distorsi. Gunakan alat bantu seperti paku las, jig, klem, atau penyangga yang berat untuk menjaga bentuk rakitan dan membatasi gerak selama perakitan. Anda juga bisa melakukan pengelasan dengan kecepatan yang tinggi dan input panas yang rendah untuk mencegah penumpukan panas.
Retak
Dalam konstruksi apapun, setiap retakan (sekecil apapun ukurannya) dianggap cacat. Retakan ini bisa berbahaya karena walaupun retakan kecil pun memiliki potensi menjadi besar seiring waktu. Penyelesaiannya tidak sesederhana dengan menambalnya dengan lasan baru di atasnya, tetapi perlu pembersihan dan melakukan las ulang untuk memperbaiki masalah ini. Karena proses perbaikan lebih melelahkan, maka mencegah lebih baik daripada memperbaiki.
Untuk menghindari keretakan perlu usaha lebih dengan mengamplas, membersihkan, mengisi atau menghaluskan tepi pelat agar mudah menyatu. Sebaiknya panaskan kembali kedua sisi sambungan karena penting untuk memiliki suhu yang tepat ketika menjepit kedua plat. Dan yang terakhir sebelum anda memulai proses las, anda harus memastikan apakah anda memiliki panas yang cukup dengan mencoba mesin pada materi yang berbeda.
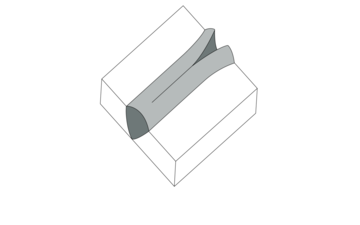
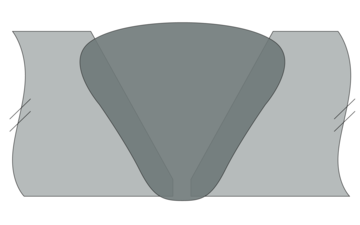
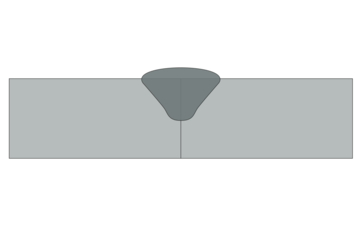
Penetrasi dan gabungan yang tidak sempurna
Gabungan yang tidak sempurna pada bagian dasar terjadi ketika las gagal menyatu pada satu sisi sambungan di dasar. Penetrasi yang tidak sempurna terjadi ketika kedua sisi di dasar tidak menyatu. Hal ini sering terjadi pada pengelasan yang menggunakan elektroda consumable seperti MIG, FCAW, MMA, dan SAW. Solusi untuk masalah ini adalah dengan menggunakan celah pada dasar yang lebih lebar, elektroda yang diameternya serupa dengan lebar celah di dasar. Ketika mengelas anda bisa menggunakan kecepatan las yang lebih rendah.
Slag Inclusions
Slag inclusions adalah masuknya partikel fluks kedalam logam las yang mencegah penetrasi lasan yang sempurna. Cara untuk mencegah slag inclusions adalah dengan menggunakan bahan consumable berpelindung dengan kualitas dan yang terpelihara dengan baik. Karakteristik busur, arus dan tegangan yang baik juga diperlukan untuk menghasilkan kualitas lasan dengan penetrasi yang baik.
Masalah wire feeder
Ketika welder mendengar suara tidak normal dari stang las, hal yang paling mungkin terjadi adalah ada masalah dengan wire feeder. Masalah ini bisa diatasi dengan pengaturan dan pemeliharaan yang benar. Terkadang masalah bisa disebabkan karena penggunaan tip yang terlalu besar, jadi selalu pastikan kalau ukuran tip dan kawat las yang digunakan sesuai. Anda bisa juga mengecek drive roll untuk memastikan agar tidak aus.
Pentingnya peralatan terbaik
Pada akhirnya, memiliki pengetahuan yang cukup dapat membantu mencegah terjadinya cacat pada pengelasan dan memiliki peralatan las terbaik dapat memberikan hasil berbeda dalam mengurangi terjadinya cacat. Maka dari itu penting untuk mendapatkan mesin las terbaik dan bisa diandalkan.
CV Citra Harapan Jaya merupakan supplier mesin las dan aksesoris terlengkap untuk memenuhi kebutuhan individu maupun industri. Pemegang lisensi resmi mesin las listrik inverter dan transformer terbaik di Indonesia CNR, Daesung, Jasic, dan Weldteco. Kami juga menjual berbagai kebutuhan industri lainnya, seperti Chain Block Manual, Chain Block Electric, dan Chemicals.
Untuk informasi lainnya mengenai perkembangan industri teknik dan dunia pengelasan kamu bisa lihat di sini. Atau klik pada logo whatsapp dibagian kanan bawah untuk berbicara dengan layanan Customer Service kami untuk mendapatkan Penawaran Terbaik.
ONE STOP SOLUTION FOR YOUR WELDING AND INDUSTRIAL NEEDS.




Leave A Comment