
Pada artikel kali ini kita akan membahas secara lengkap mengenai las Submerged Arc Welding atau las SAW, mulai dari pengertian, kelebihan dan kekurangan, sampai dengan pengaplikasian metode las ini dalam dunia. Langsung saja pembahasan kita mulai dengan penjelasan mengenai pengelasan Submerged Arc Welding ini.
Las SAW merupakan sebuah proses penggabungan metal yang melibatkan pembentukan busur listrik dengan kawat elektroda yang diumpankan secara terus menerus kepada benda kerja selama proses las berlangsung, Pengelasan ini melibatkan pasir flux yang menutupi busur dan ketika meleleh menjadikannya konduktor listrik yang baik antara logam yang disambung dengan elektroda. Proses ini berjalan secara otomatis dan dijalankan oleh mesin.
Gas pelindung tidak diperlukan pada proses ini karena busur akan berada di dalam pasir flux dan selama proses pengelasan tidak terlihat, peristiwa ini lah yang menyebabkan proses las ini dinamakan proses las busur terendam (Submerged Arc Welding). Karena volume pasir flux yang tinggi membuat tidak semua pasir tersebut mencair dan bagian yang mencair inilah yang membentuk slug dan berfungsi untuk melindungi kolam las.
Komponen Utama Las SAW
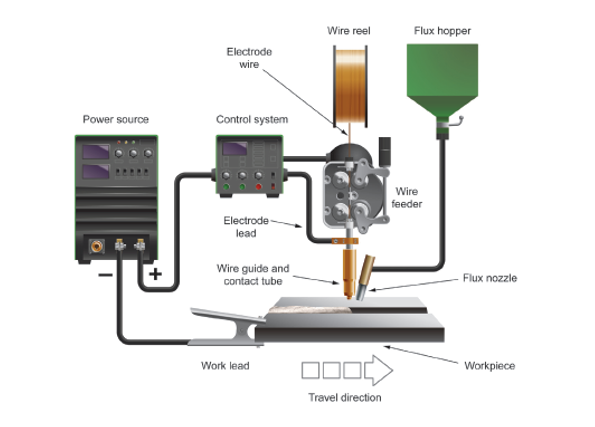
- Elektroda/kawat las
- Pasir Flux
- Busur las
- Wire Feeder
- Hopper flux
- Nozzle
- Materi las
Proses pengelasan SAW dimulai dengan memasukkan kawat elektroda ke dalam busur las. Pasir flux kemudian diumpankan ke dalam busur las dari hopper flux. Flux akan menutupi logam las dan busur las, sehingga melindungi logam las dari oksidasi. Panas dari busur las akan melelehkan logam las dan elektroda kawat. Logam las yang meleleh akan membentuk lasan.
Karena proses las saw menggunakan proses mekanik dan dalam prosesnya operator tidak dapat mengamati proses pembentukan kolam las maka pengaturan mesin harus sudah pada parameter dan posisi kawat yang tepat.
Jenis Pengelasan SAW
Ada tiga jenis las SAW, yaitu:
- Single-wire submerged arc welding (SAW-S): SAW-S adalah jenis las SAW yang menggunakan elektroda kawat tunggal. SAW-S cocok untuk mengelas logam yang relatif tipis.
- Twin-wire submerged arc welding (SAW-T): SAW-T adalah jenis las SAW yang menggunakan dua elektroda kawat. SAW-T cocok untuk mengelas logam yang relatif tebal.
- Multi-wire submerged arc welding (SAW-M): SAW-M adalah jenis las SAW yang menggunakan lebih dari dua elektroda kawat. SAW-M cocok untuk mengelas logam yang sangat tebal.
![]()
Kelebihan Las SAW
- Kecepatan dan Efisiensi
SAW dikenal karena kecepatan pengelasannya, menjadikannya pilihan ideal untuk proyek-proyek besar.
- Kualitas Sambungan yang Tinggi
Hasil pengelasan SAW sering memiliki kualitas tinggi, dengan sedikit cacat atau porositas.
- Ketahanan Terhadap Distorsi
Ketahanan terhadap distorsi adalah salah satu keunggulan SAW yang membuatnya sesuai untuk pengelasan struktur besar.
- Aplikasi di Berbagai Industri
SAW digunakan di berbagai industri, termasuk konstruksi kapal, pembangkit listrik, dan manufaktur.
Kekurangan Las SAW
- Persiapan Material yang Teliti
Persiapan material yang cermat adalah kunci kesuksesan dalam SAW, termasuk membersihkan permukaan dan menghilangkan kontaminan.
- Pemilihan Fluks yang Tepat
Pemilihan fluks yang sesuai dengan jenis pengelasan dan logam dasar sangat penting.
- Pengendalian Suhu dan Kelembaban
Kondisi lingkungan, seperti suhu dan kelembaban, dapat memengaruhi hasil pengelasan SAW.
- Keterampilan Operator yang Diperlukan
Seorang operator yang terlatih dan berpengalaman diperlukan untuk mengoperasikan mesin SAW dengan baik.
![]()
Aplikasi Las SAW di Industri
- Konstruksi Kapal
Industri kapal menggunakan SAW untuk pengelasan struktur kapal yang besar.
- Industri Pembangkit Listrik
SAW digunakan dalam pembuatan dan perbaikan pembangkit listrik dan turbin.
- Manufaktur Struktur Logam Besar
Proses SAW cocok untuk menggabungkan struktur logam besar, seperti jembatan dan gedung.
- Pengelasan Pipa Besar
Pengelasan pipa besar dalam industri minyak dan gas sering menggunakan SAW.
Proses Las SAW
- Persiapan Material
Persiapan material melibatkan pembersihan permukaan, pemotongan yang tepat, dan penyusunan bahan yang akan di las.
- Penyusunan Elektroda dan Fluks
Elektroda dan fluks yang digunakan harus ditempatkan dengan benar sebelum pengelasan dimulai.
- Pengaturan Mesin Las
Pengaturan mesin las, termasuk arus dan tegangan, harus disesuaikan dengan kebutuhan pengelasan.
- Proses Pengelasan
Proses pengelasan SAW melibatkan pembentukan sambungan logam cair di antara material yang akan di las.
- Pemeriksaan dan Pengujian Sambungan
Setelah pengelasan selesai, sambungan harus diperiksa dan diuji untuk memastikan kualitasnya.
Berikut adalah beberapa parameter penting dalam las SAW:
- Arus listrik: Arus listrik menentukan jumlah panas yang dihasilkan oleh busur las. Arus listrik yang lebih tinggi akan menghasilkan panas yang lebih tinggi dan kecepatan pengelasan yang lebih tinggi.
- Tegangan listrik: Tegangan listrik menentukan panjang busur las. Tegangan listrik yang lebih tinggi akan menghasilkan busur las yang lebih panjang dan kecepatan pengelasan yang lebih tinggi.
- Kecepatan pengelasan: Kecepatan pengelasan menentukan jumlah logam las yang diendapkan per satuan waktu. Kecepatan pengelasan yang lebih tinggi akan menghasilkan lasan yang lebih besar.
- Jenis flux: Jenis flux menentukan sifat-sifat lasan, seperti komposisi kimia dan kekerasan.
![]()
Cacat Las dan Cara Mengatasinya
Cacat las yang umum terjadi pada las SAW adalah:
- Undercut: Undercut adalah cekungan yang terjadi pada logam las di bawah permukaan lasan. Undercut dapat disebabkan oleh arus listrik yang terlalu tinggi, tegangan listrik yang terlalu rendah, atau kecepatan pengelasan yang terlalu tinggi.
- Porosity: Porosity adalah rongga-rongga kecil yang terjadi pada logam las. Porosity dapat disebabkan oleh kelembaban atau kotoran pada logam las, flux, atau elektroda kawat.
- Slag inclusion: Slag inclusion adalah terperangkapnya slag di dalam logam las. Slag inclusion dapat disebabkan oleh pembersihan slag yang tidak memadai atau penggunaan flux yang tidak tepat.
- Lack of fusion: Lack of fusion adalah tidak adanya ikatan antara logam las dan logam dasar. Lack of fusion dapat disebabkan oleh arus listrik yang terlalu rendah, tegangan listrik yang terlalu tinggi, atau kecepatan pengelasan yang terlalu tinggi.
- Poor bead profile: Poor bead profile adalah bentuk lasan yang tidak rata atau tidak teratur. Poor bead profile dapat disebabkan oleh pengaturan parameter pengelasan yang tidak tepat atau teknik pengelasan yang buruk.
Cara mengatasi cacat las pada las SAW
Untuk mengatasi undercut, porositas, slag inclusion, dan lack of fusion, perlu dilakukan pengaturan parameter pengelasan yang tepat dan teknik pengelasan yang baik. Selain itu, penting untuk menjaga kebersihan logam las, flux, dan elektroda kawat.
Untuk mengatasi poor bead profile, perlu dilakukan penyesuaian parameter pengelasan dan teknik pengelasan. Selain itu, penting untuk menjaga kestabilan busur las.
Demikianlah pembahasan lengkap mengenai las submerged arc welding. Jika Anda tertarik untuk mempelajari lebih lanjut atau ingin membeli mesin las SAW dan pasir flux, silakan hubungi customer service kami. Kami akan dengan senang hati membantu Anda.
![]()
CV Citra Harapan Jaya merupakan supplier mesin las dan aksesoris terlengkap untuk memenuhi kebutuhan individu maupun industri. Pemegang lisensi resmi mesin las listrik inverter dan transformer terbaik di Indonesia CNR, Daesung, Jasic, dan Weldteco. Kami juga menjual berbagai kebutuhan industri lainnya, seperti Chain Block Manual, Chain Block Electric, dan Chemicals.
Untuk informasi lainnya mengenai perkembangan industri teknik dan dunia pengelasan kamu bisa lihat di sini. Atau klik pada logo whatsapp dibagian kanan bawah untuk berbicara dengan layanan Customer Service kami untuk mendapatkan Penawaran Terbaik.
ONE STOP SOLUTION FOR YOUR WELDING AND INDUSTRIAL NEEDS.




Leave A Comment